
Corporate Overview & Management
Over the next few years, we aim to produce 1,000 tonnes of silver. This will position HZL among the top 5 global silver producers.
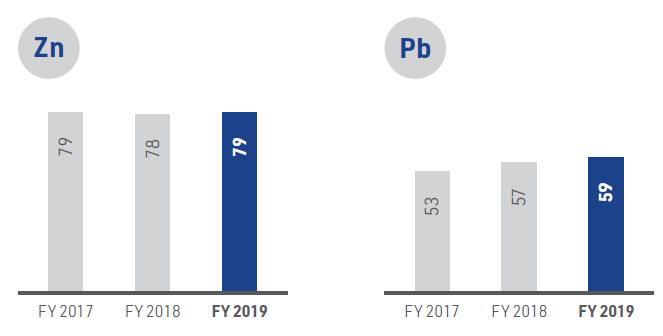
We enjoy 59% market share in domestic primary lead consumption and delivered much higher growth than the market growth rate of about 3% in FY 2019.
Demand for lead is expected to increase by 1-2% in the current financial year and we are poised to expand its supply base to more end-users tapping the growth driven by increasing production in the automobile sector.
HZL is the second largest zinc-lead miner and fourth largest zinc-lead smelter globally
We are among the top 10 and the fastest growing silver producers globally
We are among the lowest cost producers of zinc globally with cost of production (from ore to refined metal) in the first quartile of global cost curve
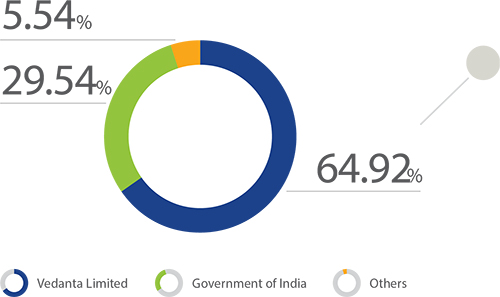
We are a public limited company and a subsidiary of Vedanta Limited, a diversified natural resources company whose business primarily involves producing oil & gas, zinc, lead, copper, iron ore, aluminium and commercial power.
ISO 9001:2008
standards.
Ownership structure of HZL
Our products contribute in a large measure to our A to Z daily requirements. From mobile phones and renewable energy products to medical equipment and automobiles to infrastructure such as bridges, these metals are the building blocks of society and the economy. It is our constant endeavour to enhance the sustainability quotient of our products and reduce our environmental footprint through innovation and optimisation.
Production capacity
880,000 MTPA
Production capacity
205,000 MTPA
Production capacity
800 MTPA
Generation capacity
474 MW
-
Solar power
38.9 MW
-
*WHRB power
34.4 MW
-
Wind energy
273.5MW
*Waste Heat Recovery Boilers

We produce refined zinc metal, which is used in a number of applications including galvanising, oxides, die castings and alloys.
We produce zinc in a variety of grades
Special High Grade (SHG) Zinc (99.995%)
High Grade (HG) (99.975%)
Prime Western (PW) (98.65%)
Continuous Galvanising Grade (CGG)
Electro-Plating SHG Zinc (EPG SHG)
Hindustan Zinc Special High-Grade Zinc 99.995% conforms to the following standards
ASTM B6-SHG Z13001 Grade
BS EN 1179:2003 – Z1 Grade
LME registered Special High-Grade Zinc products
HZL SHG
HZL Zn SHG
Vedanta SHG
Vedanta Zn SHG
We produce lead ingots with a minimum of 99.99% purity.
Lead metal is used in several applications including battery segment, lead-based pigments, and cathode ray tubes.
Hindustan Zinc Lead Ingots are LME registered – Hindustan Zinc has two LME registered lead brands - Vedanta 99.99 and Vedanta Pb 99.99.


We are a leading producer of silver in the world, and the largest in India. We produce refined silver; recovered as a by-product of zinc-lead facility.
Our high-quality silver bullion having a minimum purity 99.9% of silver is listed on LBMA Good delivered List (LGD) – Hindustan Zinc Pantnagar Unit.
We cater to markets, including the industrial sector (electrical contacts, solder and alloys, pharmaceuticals), and the jewellery and silverware manufacturing segments.
Market share
(%)
We have a reserve base of 92.6 Million MT with an average zinc-lead grade of 10.2% and mineral resources of 310.4 Million MT. At current mining rates, the Rehabilitation and Reclamation (R&R) underpins metal production for more than 25 years.
Rampura Agucha
The Rampura Agucha Mine (RAM) is one of the largest zinc-lead mines in the world with a production of 392 kt of mined metal in FY 2019. The mine has currently transitioned from open-cast to underground route and the underground mine is being developed with a vision of reaching 5.0 Million MT per annum of ore in the next couple of years During the year, the second paste fill plant was also commissioned to support ore production.
Our Rampura Agucha mining operations were completed in the year FY 2018.
We are confident of reaching the design mined metal production capacity of 1.2 Million MT in FY 2020 and we are progressing well in that direction. We are expanding our mining capacities, implementing with six ongoing major mining projects.

Sindesar Khurd
Sindesar Khurd Mines (SKM) is a world-class silver rich mine with state-of-the-art infrastructure and best-in-class mechanisation. The mine produced 283 kt of mined metal in FY 2019, up from 247 kt in FY 2018. As a result of ongoing volume ramp-up and higher recoveries, the mine has achieved a production rate of 5.3 Million MT of ore during the FY 2019, compared to 4.5 Million MT of ore in FY 2018.
Zawar
This location comprises four different mines with footprints of ancient mining. As per the radio-carbon dating, the mines at Zawar are over 2,500 years old. We are on the course of expanding the mines capacities in the next five years through mechanisation and by switching-over to trackless mining. We also have a 80 MW of captive thermal power plant at Zawar. During the year, the mine produced 99 kt of mined metal from an ore production of 2.9 Million MT compared to 71 kt of mined metal from 2.2 Million MT of ore in FY 2018. Ore production capacity at Zawar Mines (ZM) is planned to progressively increase to 4.8 Million MT per annum by FY 2021 and the vision is 8 Million MT per annum based on R&R potential.
Rajpura Dariba
This is one of our oldest underground lead-zinc mine and currently has ore production capacity a little more than 1 Million tonne per annum. It produced 53 kt of mined metal in FY 2019 as compared to 44 kt in FY 2018.
During the year, Rajpura Dariba Mines (RDM) received Environment Clearance by the Ministry of Environment, Forest & Climate Change to increase ore production from 0.9 to 1.08 Million MT per annum and regulatory approval for further expansion to 2.0 Million MT per annum is under process.
Kayad
Additionally, a new underground mine with fastest ramp-up has been opened up at Kayad, in Ajmer district. From its commencement in June 2014, the mine ramped up to its full potential of 1.2 Million MT of ore production in FY 2018. The mine produced 108 kt of mined metal in FY 2019.
Case study
Kayad mine more safer more efficient
The safety concerns were disparate across different locations at the mine and thus needed diverse control measures.
Improved mine illumination
On account of the potentially fatal incidents that occurred in the past, due to absence of proper lighting, we worked towards improved lighting installations at the surface, as well as underground. The entire site was studied by a Subject Matter Expert (SME) Agency and based on its recommendations 12 additional LED high mast towers were installed which replaced the existing tower lights. We further replaced ~850 metal halide (MH) lamps with LED lamps both on the surface and underground mines. This helped us achieve illumination, which exceeded the compliance requirement of the IFC guidelines, along with significant energy conservation and power cost savings.
Preliminary discipline checks
In addition to the standard surveillance cameras and internal communication systems, strict disciplinary measures such as alcohol tests on workers at the main gate, along with stringent biometric system and prohibition of cell phones inside mine premises are in place. Safety videos are played at allocation points before each shift begins. Reflective flags have been configured on all Light Motor Vehicles (LMVs) while safety barriers are fitted at Heavy Earth Moving Machineries (HEMM) tyre inflation station. Biometric system installed at the gate checker office to track the number of people working in UG, in addition to the existing tag board system.
Refined governance
World-class, dedicated parking yard is developed for each category of equipment such as LMV Trucks, Low Profile Dump Trucks (LPDTs) and Load Haul Dumpers (LHDs).Warning system is installed at each parking yard to provide alert for each person entering the parking yard. Foot overbridge is provided to avoid crossing in front of the portal area and closed-circuit pathway is provided in the entire mine. Warning signs with Cats Eye reflectors were installed in UG haul road for better visibility. Pedestrian Warning system installed at each zebra crossing at Surface.
Better traffic management
We devoted attention towards better management by incorporating good drainage system throughout the decline, road grading by grader, water sprinkling with dust suppression chemical, good quality route marker and Cats Eye reflector.
There were general improvements made to stope blasting practices wherein we installed cable bolt support throughout the drill drives. Additionally, regular monitoring of strata, proper delay sequencing and scanning of drives by ferro scanner have been adopted to make the process safer.
Upgrading and digitising instrumentation
We upgraded the geo-tech instrumentation by means of geo-tech numerical modelling and simulation techniques. Procedures such as in-site stress measurement in two boreholes of 500 metre depth and GCMP system are practised at Kayad. We also configured multi-point borehole extensometer in order to monitor cap rock stability, while tape extensometer was used to monitor ground displacement. Dual height tell-tale is used to get continuous visual indication of roof conditions.
As a result, digitisation of mapping and updation of the short-term model have been achieved. We could also detect the lithological variations with updating Hanging Wall (HW) / Foot Wall (FW) contacts of ore and pegmatite correlation. Sharing of geotechnical maps has been adopted for efficient supporting, prior to stoping; while there is better correlation of ore body based on mapping for long-term planning.
Greener steps forward
In order to conserve the biodiversity near areas of the mine, we have taken up the plantation of green belts. Additionally, endangered species nurseries and bird huts that help conserve peacocks, among other activities, have also been developed near our mine office. At present, water from STP is being consumed for wet drilling, sprinkling underground and along surface haul roads
We have incorporated a garland drain to collect the runoff and connect it to a pond with provisions for desilting. We are also making efforts to reuse wastewater from washing vehicles; treat sewage that is being generated within the mine area in the STP; and recycle rainwater by developing harvesting structures at rooftops, open areas as well as green belts. In sum, we are committed to maintaining zero discharge and restricting pollution in all aspects of our mining operations.
At HZL, digitisation at our mining operations is aiding in developing intelligent mines that are smart, connected, wired and analytical. Engaging various partners across the world and bringing in the best of technologies, the digital initiatives centred on enhancing production and safety will take our operations to the next generation of mining.
The outcomes of digitisation such as 10-15% increase in availability in crushing performance, are already showing in the key performance indicators. Through these digital interventions, we expect to improve our metal recovery performance to 95-96%.
We will soon be implementing an automated core scanning technology in India, a highly sensitive technology, which can project rock and terrain properties, along with the content of the ore. We also plan to adopt augmented reality and virtual reality (AR and VR) wearables and ore body intelligence, along with 3D laser scanning, introduction of high speed Wi-Fi networks in the underground mines, high bandwidth optical fibre, Voice over Internet Protocol (VoIP) and other IP-based devices.
Case study
Mechanising procedures for minimising risks
What were the challenges
Resin capsules were being inserted physically, with operators standing on a two-metre raised platform under a roof that was not properly supported and safe at that point of time. As a result, the operators were always at the risk of falling from the height as well as Fall of Ground (i.e. fall of rock from roof). There was also the additional challenge of the entire process taking up a longer cycle time, all together contributing to the urgent need of making the process more competent.
How we intervened
We decided that inserting the resin capsule using the jumbo drill machine itself would mitigate these risks. We also devised an adaptor that was configured with a reducer coupler attached with the shank rod of the jumbo machine. Using this and an insertion tube made of PVC, we are now inserting resin capsule in drill holes without additional manual intervention. We have ensured a 100% implementation of this procedure, given its success rate.
What we achieved
The process of mechanised insertion of resin capsule using jumbo offered multiple benefits, the principal one being the elimination of the risk of fall-of-ground as well as fall-from-height accidents. This was also helpful for improving the cycle time of the associated function.
To drive excellence through the entire spectrum of mines to mills, fourteen mining communities have been constituted. Each of these communities have employees and senior executives from across the organisation.
The main objectives of the mining communities are:
- Safety
- Operational excellence
- Technology and innovation
- Skill enhancement
In order to achieve the above goals, the communities have also agreed on a common charter and accordingly each community has to meet once in a month at different locations. The communities carry out site audits and discuss on the observations with remedial actions. They also ensure standardisation and implement best practices horizontally. They help identifying the skill gaps and work towards skill enhancement to fill the same.

Our smelters are located at Chanderiya, Dariba and Debari in Rajasthan and zinc-lead-silver metal refineries at Pantnagar in Uttarakhand.
Chanderiya Smelting Complex
Located in Chittorgarh district, it is one of the largest single location integrated zinc smelting complexes. Its current metal production capacity is 643,000 MT per annum, including 558,000 MT per annum of zinc and 85,000 MT per annum of lead. The location also has captive power plants of 234 MW. Additional green power is generated through Waste Heat Recovery Boilers (WHRB).
Dariba Smelting Complex
Located in the district of Rajsamand, has production capacity of 234,000 tonne of zinc and 120,000 tonne of lead per annum. Dariba Smelting Complex is uniquely self-sufficient with zinc smelter, lead smelter and captive power plants of 160 MW, all located in the vicinity of Sindesar Khurd Mines and Rajpura Dariba Mine.
Debari Zinc Smelter
India’s oldest zinc smelter, located at Debari in the district of Udaipur, has a zinc metal production capacity of 88,000 tonne per annum. Debari Zinc Smelter (DZS) also supplies surplus zinc oxide, an intermediate product, to our other zinc smelters.
Pantnagar Metal Plant
The silver refinery at Pantnagar in the state of Uttarakhand has been upgraded to produce 800 MT per annum and will process residue and work-in-progress material from smelters at Dariba and Chanderiya. Silver produced at Pantnagar is LBMA certified.

